The group
Sustainable development
News
Contact
en
fr
de
Follow us on
Products
Static seals
O-rings
X-rings
Bonded seals
Profile seals DIN 3869
Cut gaskets
Back-up rings
Dynamic seals
Rotary shaft seals
V-rings
Axial seals
Spring energised seals
Aseptic seals
Triclover clamp seals
PTFE enveloped clamp seals
Milk coupling seals
SMS seals
Aseptic O-rings
Hydraulic seals
Wipers
Rod seals
Piston seals
Guiding rings
Static hydraulic seals
Bushings
TU/TU-B
TI
TX
TY
TA
TZ-T/TZ-A
CFB/CFF
TBL/PLB/PLA
TCT
Drawing parts
Rubber parts
Machined parts
Rotary shaft seals
Bushings
Industries
Medical and pharmaceutical equipment
Hydraulic fittings
Pneumatic
Automotive
Water and gas
Household appliances
Engines and gearboxes
Industrial valves
Agricultural and construction machinery
Food processing valves
Horlogy
Aerospace and railway
Expertise
Developments
Materials
Manufacturing processes
Surface coatings
Quality control
Packaging, inspection, 100 % sorting
Downloads
E-Shop
Search
Search
Home
Expertise
Expertise
Developments
Developments
Materials
Materials
Manufacturing processes
Manufacturing processes
Coating
Coating
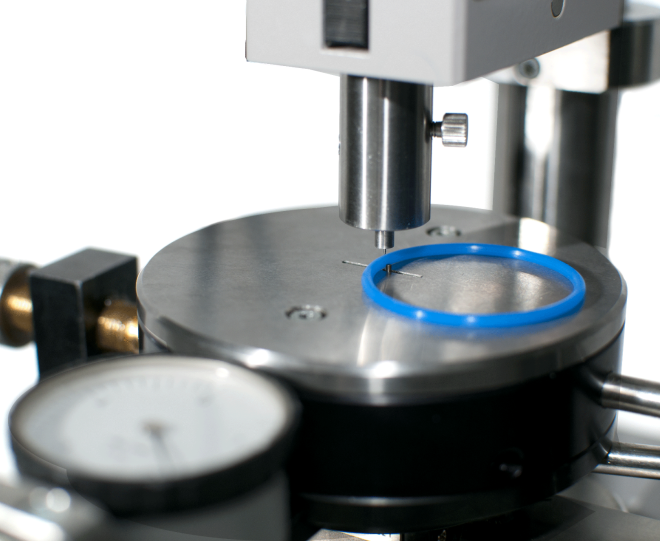
Quality Control
Quality Control
Packaging, Inspection, 100% Sorting
Packaging, Inspection, 100% Sorting
Subscription to the newsletter
I agree that the information is used to send me the newsletter.
Subscribe